Carbon black is a fascinating material that has found its way into a multitude of industries, playing a crucial role as a filler and reinforcing agent. This amorphous, fine powder of carbon particles is produced by the incomplete combustion of hydrocarbons. Its unique physical and chemical properties make it a sought-after material for enhancing the performance of a wide range of products. In this article, we will explore some of the most significant applications of carbon black in various industries, highlighting its versatility and importance.
Rubber and Tire Manufacturing:
The rubber industry is one of the largest consumers of carbon black, utilizing it as a reinforcing filler in rubber compounds. Adding carbon black to rubber significantly improves its strength, abrasion resistance, and longevity. As a result, tires, conveyor belts, gaskets, hoses, and various other rubber products exhibit enhanced durability and performance. The black color imparted by carbon black also provides UV protection, extending the life of rubber products exposed to sunlight.
Plastics Industry:
Carbon black plays a pivotal role in the plastics industry as well. When incorporated into plastic materials, it increases their tensile strength, electrical conductivity, and UV resistance. It is commonly used in plastic films, pipes, cables, and electronic components. Carbon black also facilitates the recycling of plastic materials, making it an essential component for sustainable practices.
Printing Inks and Coatings:
In the printing industry, carbon black is a crucial pigment in the formulation of inks. Its deep black color and ability to disperse uniformly make it ideal for producing high-quality printing inks used in newspapers, magazines, and packaging materials. Additionally, carbon black is used in various coatings, including automotive coatings, where it enhances the coating's durability and UV resistance.
Paints and Pigments:
Carbon black finds applications in paints and pigments, serving as a black pigment in decorative and industrial coatings. It provides excellent opacity and stability, making it a popular choice for achieving intense black coloration in paints and artist's pigments.
Batteries and Energy Storage:
In recent years, carbon black has made strides in the field of energy storage. It is employed as a conductive additive in lithium-ion batteries, enhancing their electrical conductivity and improving overall performance. Carbon black aids in reducing charging time and extending battery life, making it an integral component of modern energy storage solutions.
Conductive and Anti-Static Materials:
Thanks to its excellent electrical conductivity, carbon black is utilized in the production of conductive materials and anti-static products. It is commonly found in electronic components, cables, and coatings used to dissipate static electricity safely.
Future of Black Carbon market:
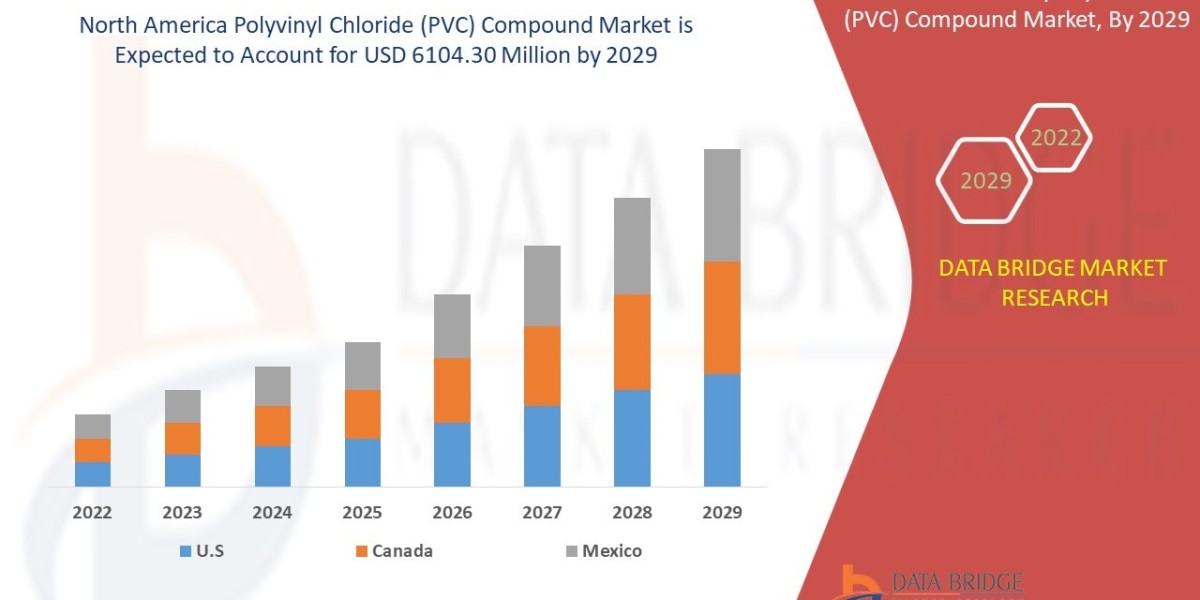
The global carbon black market is expected to reach a value of US$ 22.65 billion by 2028, growing at a CAGR of 4.1% during the forecast period 2023-2028. As of my last knowledge update in September 2021, the future of the black carbon market appeared promising due to its diverse applications and growing demand in various industries. However, it is essential to consider that market dynamics can change over time, influenced by technological advancements, environmental regulations, and shifting industry trends. Therefore, the following predictions are based on the trends and developments up until 2021, and I recommend consulting more recent sources for the latest market insights.
Sustainable Manufacturing and Environmental Regulations: With an increasing focus on sustainability and environmental responsibility, industries using carbon black are likely to adopt cleaner and greener manufacturing processes. The implementation of stringent environmental regulations to reduce emissions from carbon black production might lead to the adoption of more eco-friendly technologies, such as cleaner combustion methods or alternative sources of carbon black.
Advancements in Nanotechnology: The emergence of carbon black nanoparticles has opened up new opportunities in nanotechnology applications. As researchers continue to explore the potential of nanomaterials, carbon black nanoparticles could find applications in fields such as electronics, medicine, and energy storage, further expanding the market.
Energy Storage Solutions: The demand for efficient and high-performance energy storage solutions, such as lithium-ion batteries, is on the rise. As carbon black plays a crucial role in enhancing battery conductivity and performance, the growth of the energy storage market is likely to have a positive impact on the demand for carbon black.
Tire Recycling and Circular Economy: The tire industry is a major consumer of carbon black, and with the increasing focus on sustainable practices, tire recycling and the circular economy will gain importance. This could lead to an increased demand for recycled carbon black and drive innovation in tire recycling technologies.
Substitution and Alternatives: As environmental concerns continue to mount, industries might explore alternatives to carbon black, such as bio-based fillers or other sustainable additives. While carbon black's unique properties make it challenging to replace entirely, advancements in materials science could lead to the development of viable substitutes.
Regional Market Growth: As economies continue to evolve and develop, different regions might experience varying rates of growth in the consumption of carbon black. Rapidly growing economies, particularly in Asia, may drive higher demand for carbon black in various applications.
Technological Advancements: Advancements in carbon black production technologies, such as improved particle size control or surface modifications, might open up new applications and markets for carbon black in the future.
Conclusion:
Carbon black's versatility and unique properties have made it an indispensable ingredient in numerous industries. Its widespread applications in rubber, plastics, inks, coatings, and beyond have revolutionized these sectors by enhancing the quality, durability, and performance of a wide range of products. Furthermore, its emerging role in energy storage and nanotechnology demonstrates the potential for carbon black to continue shaping various industries well into the future. As technology advances and sustainable practices become more critical, carbon black is likely to remain a key player in driving innovation and environmental responsibility in manufacturing processes worldwide.